

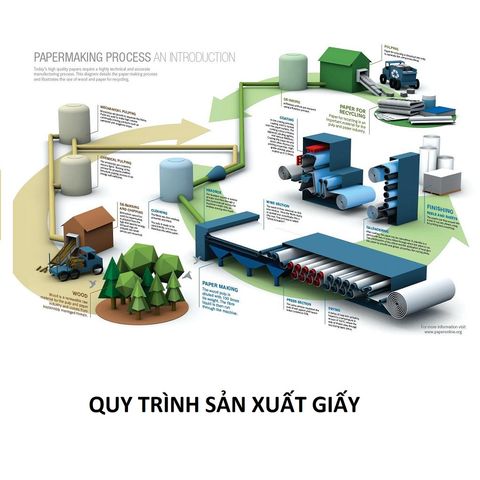
QUY TRÌNH SẢN XUẤT GIẤY
18.06.2019
Collapsible Rigid Box
04.06.2019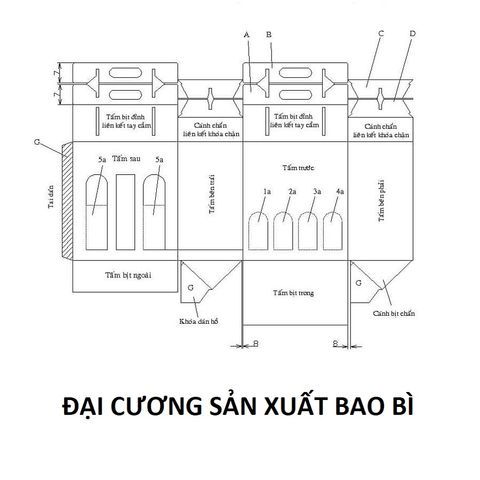
ĐẠI CƯƠNG VỀ KỸ THUẬT SX BAO BÌ
03.06.2019
In Flexo là gì, kỹ thuật in flexo
In flexo (flexography) là kỹ thuật in nổi, các phần tử in (hình ảnh, chữ viết..) trên khuôn in nằm cao hơn các phần tử không in. hình ảnh trên khuôn in ngược chiều, được cấp mực bằng trục anilox, sau đó truyền mực trực tiếp lên vật liệu in qua quá trình ép in.

In flexo được sử dụng để in các sản phẩm như: thùng carton, các loại decal nhãn hàng hóa, các loại màng...
hình ảnh mô tả nguyên lý in flexo:
1. Nguyên lý cấp mực in - Trục anilox:
Trong in flexo, mực in được cấp cho khuôn in nhờ trục anilox. Trục anilox là một trục kim loại, bề mặt được khắc lõm nhiều ô nhỏ (cell). Trong quá trình in, trục được nhúng một phần trong máng mực, mực sẽ lọt vào các ô trên bề mặt trục, phần mực nằm trên bề mặt sẽ được dao gạt mực gạt đi. Sau đó khuôn in sẽ tiếp xúc với trục và nhận mực từ trong các cell trên bề mặt trục in.
(hìnhautolinker.com autolinking image chụp phóng đại bề mặt trục anilox)
2. Khuôn in flexo:
Khuôn in flexo được làm bằng nhựa photopolymer. Khuôn in có thể được chế tạo bằng phương pháp quang hóa, CTP hoặc khắc laser, sau đó được gắn lên trục in nhờ băng keo 2 mặt hoặc từ trường. Việc lựa chọn khuôn in (độ dày, độ cứng, số lớp) phụ thuộc vào vật liệu in (giấy, carton hay màng). Trong chế bản in flexo còn một vấn đề cần chú ý là lựa chọn góc tram cho phù hợp để tránh hiện tượng moire' do tương tác với góc tram và tần số của trục anilox.
3. Các phương pháp định lượng mực, có 2 hệ thống chính :
A - hệ thống 1 lô nằm trong máng mực : ở đây người ta lại chia làm 2 dạng
1./ Hệ thống dùng 1 lô chà (Quetschwalze) : lô chà có lõi bằng kim loại hoặc vật liệu nhân tạo, lớp vỏ bọc có tính đàn hồi, mềm chà ép vào bề mặt trục anilox, lượng mực trên bề mặt trục anilox sẽ được gạt lại, trừ mực nằm trong các lỗ nhỏ (näpfchen) mực này sẽ được tryền lên bản in và sau đó là vật liệu in.
- Ưu điểm : nhờ có lớp bọc đàn hồi nên có khả năng sử dụng trục anilox từ metal, không cần dùng trục anilox từ Keramik (gốm) vốn rất đắt tiền.
- Nhược điểm : ở tốc độ chậm, lô chà sẽ hút bớt phần mực từ các lỗ nhỏ chứa mực và do đó sẽ thiếu mực lên bản in. ở tốc độ cao lô chà chịu một moment uốn cong và do đó lượng mực ở các lỗ chứa trên trục anilox sẽ không đồng nhất --> sự gia tăng tầng thứ rất lớn.
2./ hệ thống dao gạt : phân loại dựa trên góc dao gạt. gọi là dương bản khi góc dao < 90° và ngược lại.
Góc dao dương bản có nhược điểm là sự gia tăng tầng thứ ở tốc độ máy cao ( nhưng nhỏ hơn ở dạng lô chà). trái lại ở hệ thống góc dao lớn hơn 90° (âm bản) không xuất hiện sự gia tăng tầng thứ. ngoài ra đây là hệ thống dao "lộ thiên", do đó nhược điểm khác của nó là dung môi mực in bay hơi nhanh.
B - Hệ thống dao kín : không có lô máng mực, mực được chứa trong một hệ thống khép kín từ bình chứa có hệ thống đo và điều chỉnh độ nhớt, hệ thống bơm sẽ đẩy mực vô hệ thống dao gạt, ngoài ra có 2 lỗ thoát cho mực trở về bình chứa để điều chỉnh độ nhớt, nhiệt độ..của mực in.
Hệ thống dao gạt có 2 lưỡi, lưỡi dao làm việc (arbeitsrakel) bao giờ cũng ở chế độ âm bản (góc > 90°) không phụ thuộc vào hướng quay của trục anilox, lưỡi dao còn lại đóng vai trò khép kín không cho mực thoát ra. do dao làm việc là dạng âm bản nên đặc tính có lợi của loại dao này tương tự như hệ thống dao mở có góc > 90° : không có hiện tượng gia tăng tầng thứ và lượng mực không phụ thuộc vào tốc độ máy in.
Hệ thống dao gạt nói chung phải dùng trục anilox gốm (Keramik) vì sức chịu đựng độ mài mòn và độ bền của Keramik hơn hẳn metal!!
Sơ đồ dưới đây thể hiện lượng mực cấp lên trục anilox phụ thuộc vào tốc độ máy in :
Trục Anilox
Anilox có thể xem là thành phần cốt lõi trong hệ thống truyền mực, người ta xem nó như là 1 "trục in ống đồng không có motive (nghĩa là không có phần tử in). trên bề mặt trục anilox là các lỗ nhỏ (Näpfchen) chứa mực, thể tích mực in sẽ được tính theo đơn vị [cm³/m²] hoặc [ml/m²]. Bề mặt trục anilox có thể làm từ kim loại (thép, đồng mạ crôm (hiếm gặp)) hoặc Keramik (gốm).
Có 6 đại lượng chính để mô tả 1 trục anilox :
- Đường kính, bề dài trục
- Cách khắc trục ( dạng đường hoặc dạng theo nhịp)
- Trật tự các Näpfchen : dạng Orthogonal (trực giao tiếp xúc 4 cạnh) hay dạng Hexagonal (tiếp xúc 6 cạnh)
- Góc tram ( ở đây các lỗ nhỏ xem như hạt tram và dựa vào trật tự sắp xếp mà người ta có cá góc khác nhau, tựu trung là 3 góc 45° cho Orthogonal, 30°/60° cho Hexagonal)
- Mật độ Näpfchen/tram [Linie/cm]
- Thể tích chứa mực của Näpchen : độ dày vách ngăn Näpfchen, độ mở của Näpfchen..
Cách khắc trục anilox cũng rất khác nhau, người ta có thể dùng phương pháp khắc bằng 1 thiết bị gõ theo nhịp lên trục thô, hoặc dùng một lô (Molette) lăn đều lên bề mặt trục. đặc điểm chung của 2 phương pháp này là phần tử được khắc trên trục anilox sẽ là phần âm bản của thiết bị khắc.
Ngoài ra có thể dùng phương pháp cổ điển với giấy Pigment của phần in ống đồng để tạo chi tiết trên bề mặt trục anilox.
Các phương pháp kể trên chỉ có thể áp dụng cho trục anilox có bề mặt kim loại, vời trục anilox sử dụng keramik, người ta phải dùng đến phương pháp khắc bằng Laser nhiệt do tính chất bền cơ học như rất cứng , chịu mài mòn cao.. của Keramik.
Cấu tạo và phương pháp chế tạo trục anilox Keramik :
1./ Cấu tạo :
Trục anilox Keramik cấu tạo từ 3 lớp , trong đó lớp Keramik phải đủ dầy để Näpfchen có thể tạo trực tiếp trên đó.
2./ Phương pháp gia công :
a - Phun cát lên bề mặt trục thô để tạo độ nhám
b - Phủ lớp chống rỉ sét bằng phương pháp Plasma
c - Phủ lớp Keramik cũng bằng phương pháp Plasma
d - Phay, tiện, mài mòn .. để tạo dạng hình trụ tròn, tạo độ láng bề mặt trục
e - Lắp đặt hệ thống Laser nhiệt và bắt đầu khác
Lí do sử dụng Laser có nêu ở trên : độ cứng và tính chất vật liệu làm cho phương pháp khắc cơ và hóa học không thể thực hiện được.
Nguồn Laser có 2 loại : Tia Laser YAG hoặc tia Laser CO2 (cơ chế khắc sẽ nêu ở kỳ tới)
f - sau khi khắc xong trục sẽ qua công đoạn hoàn tất cuối cùng (Finishing)
Tạo độ láng một lần nữa cho bề mặt trục do trong quá trình khắc sẽ nảy sinh một số vần để làm các vách ngăn các Näpchen không đồng nhất về độ cao.
In offset là gì, tìm hiểu về kỹ thuật in offset
In offset là một kỹ thuật in ấn trong đó, các hình ảnh dính mực in được ép lên các tấm cao su (còn gọi là các tấm offset) trước rồi mới ép từ miếng cao su này lên giấy. Khi sử dụng với in thạch bản, kỹ thuật này tránh được việc làm nước bị dính lên giấy theo mực in.
Các ưu điểm của kỹ thuật in này là:
- Chất lượng hình ảnh cao – nét và sạch hơn in trực tiếp từ bản in lên giấy vì miếng cao su áp đều lên bề mặt cần in.
- Khả năng ứng dụng in ấn lên nhiều bề mặt, kể cả bề mặt không phẳng (như gỗ, vải, kim loại, da, giấy thô nhám).
- Việc chế tạo các bản in dễ dàng hơn.
- Các bản in có tuổi thọ lâu hơn – vì không phải trực tiếp tiếp xúc với bề mặt cần in.
In offset ngày nay đã trở thành kỹ thuật in phổ biến nhất trong in ấn thương mại. Tuy vậy trong các in ấn dành cho thú vui cá nhân, người ta vẫn có thể tạo ra một số ít sách với chất lượng cao, sử dụng cách in trực tiếp. Một số người vẫn thích các đường nét chìm nổi để lại trên giấy từ việc in trực tiếp. Thậm chí một số sách kiểu này còn được in bằng các bản in được xếp từ các con chữ chì, đây là công nghệ in typo, một công nghệ khá cổ.
Tiêu chuẩn quan trọng nhất để đánh giá chất lượng (tờ) in offset đó là tờ in ra phải giống mẫu (hoặc tờ in thử) về màu sắc và các tờ in phải đều màu (không dao động màu) trong toàn bộ sản lượng in.
Trong thực tế khách hàng thường phàn nàn là sản phẩm in ra không giống màu mẫu và các tờ in không đều.
Những yếu tố quan trọng nhất trong quá trình in ảnh hưởng đến màu sắc tờ in (và do đó đến chất lượng in) đó là:
• Độ dày lớp mực trên giấy (tỉ lệ với Mật độ tông nguyên DV khi đo bằng Mật độ kế)
• Độ lớn điểm tram và
• Độ chồng mực (gắn chặt với thứ tự in chồng màu).
Để đánh giá ảnh hưởng của những yếu tố này, bên cạnh việc quan sát bằng mắt, người ta phải sử dụng dụng cụ đo để có sự đáng giá khách quan, loại bỏ ảo giác chủ quan. Dụng cụ thông dụng nhất là Mật độ kế.
Trong phạm vi viết bài này, xin chỉ đề cập đến yếu tố thứ 3 là vấn đề Thứ tự in chồng màu, ảnh hưởng của nó đến chất lượng in, đang là vấn đề nhiều bạn quan tâm.
Thứ tự in chồng màu ảnh hưởng đến độ nhận mực và do vậy ảnh hưởng đến màu in ra. Có sự khác biệt khi in một màu lên giấy trắng, in màu đó lên một lớp mực in trước đã khổ, hoặc in 2 hay 4 màu in ướt - chồng – ướt. Khi in ướt - chồng – khô (tức là in nhiều màu trên một máy một màu) và ướt - chồng – ướt, độ nhận mực có độ khác biệt ảnh hưởng đến kết quả in, đặt biệc đôi với ướt - chồng – ướt thì độ tách dính (tack) của mực in có vai trò rất quan trọng, nó phài giảm dần từ đơn vị đầu đến đơn vị cuối.
Phụ thuộc tính chất công việc in, lọai máy (một hay nhiều màu, tức là in ướt - chồng – khô, ướt - chồng - ướt) và hiệu quả màu sắc cần có mà thay đổi thứ tự chồng màu. Nếu công việc đã được in thử , cần phải giờ đúng thứ tự khi in thử.
Ở các nước có đến công nghiệp in phát triển, người ta đã đề ra biện pháp Tiêu chuẩn hóa, để loại những ảnh hưởng của thứ tự in chồng màu đến kết quả in. Quá trình in thử và in sản lượng được thực hiện theo một tiêu chuẩn qui định. Một thứ tự in chồng màu thống nhất ở tất cả các xí nghiệp in cho phép so sánh được chất lượng in ở các xí nghiệp khác nhau, đồng thời có thể đặt sản xuất mực có độ tách dính giảm dần theo tiêu chuẩn chồng màu tiêu chuẩn, tạo thuận lợi cho người thợ in.
Thứ tự in chồng màu tiêu chuẩn được sử dụng phố biến ở các nước Châu Aâu là:
• In 4 màu ướt - chồng – ướt (máy nhiều màu)
Đen – Xanh - Đỏ magenta – Vàng.
• In 2 màu ướt - chồng – ướt và ướt - chồng – khô:
Xanh cyan - Đỏ magenta -> Đen - Vàng
• In 1 màu ướt - chồng – khô:
Xanh cyan -> Đỏ magenta -> Vàng -> Đen.
Ở nước ta hiện nay, điều kiện sản xuất ở các xí nghiệp in cò nhiều khác biệt, đặt biệt là chúng ta sử dụng nhiều loại mực in nhập từ nhiều nước khác nhau đến chưa thể có tiêu chuẩn quốc gia thống nhất. Hậu quả của việc đánh giá chất lượng in phụ thuộc chủ quan của người thợ, mỗi xí nghiệp và việc tranh cãi là tất nhiên, đặc biệt là về ảnh hưởng đến kết quả in của thứ tự in chồng màu.
Tuy nhiên, trong điều kiện hiện nay trước khi có tiêu chuẩn quốc gia thống nhất, chúng ta có thể thực hiện tiêu chuẩn hóa Thứ tự in chồng màu ở từng xí nghiệp (thuận tiện nhất có lẽ đến sử dụng Thứ tự in chồng màu tiêu chuẩn mà các nước công nghiệp in tiên tiến đang áp dụng, trước khi chúng ta nghiên cứu tìm ra tiêu chuẩn phù hợp cho mình), trao đổi với các Công ty vật tư in để đặt mua mực in tiêu chuẩn có các tính chất, đặc biệt là tính tách dính phù hợp với Thứ tự in chồng màu tiêu chuẩn của xí nghiệp. Làm được điều này chúng ta loại bỏ được một yếu tố quan trọng ảnh hưởng đến chất lượng in để ổn định các yếu tố khác.
Tiêu chuẩn hóa phương pháp in offset là xu thể tất yếu, vì chỉ có như vậy chúng ta mới ổn định được chất lượng in. Các biện pháp tiêu chuẩn hóa ở các công đọan bình phim, phơi bản, in thử và in sản lượng tạo thuận lợi phối hợp các khâu, loại bỏ tối đa từ đầu các sơ sót để có chất lượng in cao ổn định. Ngay từ bây giờ chúng ra cần chuẩn bị các điều kiện để có thể tiến tới tiêu chuẩn hóa phương pháp in offset, trước hết là nâng cao trình độ hiểu biết về chất lượng, quản lý chất lượng và sử dụng kỹ thuật đo trong ngành in
CÔNG TY TNHH CÔNG NGHIỆP BAO BÌ CÁT TƯỜNG-CTPACK 
Địa chỉ : 4/5b Trương Thị Như, ấp 4, xã Xuân Thới Sơn , H. Hóc Môn, Tp.HCM.
Điện Thoại : (+84.28) 62595958 (06 lines)
Hotline: 0937.20.70.99 (Zalo)
Email: info@ctpack.com.vn
Cát Tường Showroom
Packaging Show Gallery & Design Center.
142/22 Lê Lợi, P.4, Q. Gò Vấp, HCM